
企業名稱:重慶卓工科技有限公司
電話:023-70647999
手機:189-9689-6686
郵箱:534200258@qq.com
網址:m.55centralparkwest.com
地址:重慶市豐都縣水天坪工業園區紅花巖路105號
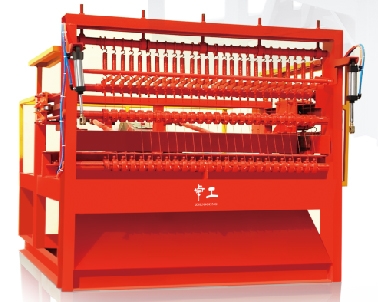
切坯機是磚坯成型工藝中一道工序的加工設備,它將螺旋擠泥機擠出的具有一定幾何形狀的泥條切割成厚度相同、符合一定規格的坯體。切坯機的類型有推桿式切坯機、鏈式切坯機、單弓自動切坯機和多鋼絲切坯機等多種,其中以推桿式切坯機應用較為廣泛。自動碼坯機、切坯機使用時間久,總會出現點問題,影響正常工作,大家不用擔心,重慶切坯機廠家告訴你故障原因及解決方法:
1、推坯樣板工作面和運行方向不垂直
產生原因:
①若樣板往復是平行移動,則是調節不當;
②樣板往復不是平行移動,某一端前進和后退都超前,則可能是制作質量問題或曲柄搖桿機構的某一零件損壞。
處理方法:一種原因處理方法:
①應當調節連桿的調節桿,增減兩連桿長度,使樣板平行;
②調節推桿連接座(這時要微調,以保證絲扣有足夠的連接長度),增減兩推桿長度,使樣板平行;
③在推桿連接座和樣板間加墊片,使樣板平行。
二種原因處理方法:
①檢查兩個偏心輪鍵槽和偏心銷孔是否對稱或磨損,若有誤差或損壞,應修理;
②檢查兩擺桿對應孔中心距是否相等或磨損,安裝位置是否對稱。若有誤差或損壞,應修理;
③檢查曲柄搖桿機構的鉸鏈軸承和銷軸是否損壞,是否需要更換新件。

2、樣板停止位置不正確,有早停和慢停現象
產生原因:
①若是早停,是因為控制桿和松離滑塊過厚,或兩螺旋斜面加工不正確;
②若是晚停,則是因為控制桿和松離滑塊太薄或接觸面磨損。
處理方法:
①應當減薄松離滑塊的厚度(盡量不減少或少減少控制桿的厚度,以免影響其強度);
②在分離塊和被動卡爪的凸緣之間加墊片,增加分離塊厚度。
3、切坯機失控,樣板連續運動(俗稱“打連發”)
產生原因:
①彈簧壓力太小;
②被動軸上的回轉件慣性大;
③松離塊和控制桿的接觸面磨損;
④控制桿在導向槽內運動不靈活或彈簧壓力不夠,使控制不能及時復位;
⑤操作不當,腳踩踏板停留時間太長。
處理方法:
①應當調節螺母增加彈簧壓力;
②減少偏心輪的配重;偏心輪加制動裝置;
③有分離塊和被動卡爪的凸緣之間加墊片,增加分離塊厚度;
④修理控制桿或導向槽,使其運動靈活;在彈簧的一端加墊圈,增加彈簧的壓力;
⑤改進操作方法。
4、爪式離合器的主、被動卡爪碰撞
產生原因:偏心輪配重不足,輸出停止后反轉,使爪式離合器重新結合,直至停止,如此反復循環,產生撞擊聲,有時還會使控制桿失控,出現“打連發”。
處理方法:偏心輪增加配重;偏心輪加制動裝置。
手機號碼:189-9689-6686
座機號碼:023-70647999
地址:重慶市豐都縣水天坪工業園區紅花巖路105號
 |  |
| 進入網站手機站 | 掃一掃,微信咨詢 |